

Rated the best welder for installing Tuff Studds TW6800!
")
TUFFSTUDDS

TSA High Impact
TSI High Abrasion
About
TUFFSTUDD Wear Protection evolved continuously from 1981 until now. At the time manual hardfacing was the primary method of wear protection for ground engaging equipment. Manual hard facing has many negatives. Although the cost of welding electrodes were relatively inexpensive, the application of hard facing:
- Is very labor intensive and time consuming
- Puts excessive het into the base material causing stress and cracking
- Cannot hold material to wear on itself.
The stud welding process has been in existence since World War II. The development of stud welding reduced labor time, eliminated two sided fastening of various types and sizes of fasteners as well as reduced heat input to base material.
It was determined that the stud welding process could be used to replace manual hard facing as well.
In research of welding materials for hard facing, that could be applied with stud welding, it was determined that a high carbon, cast chromium carbide button could be developed. This allowed two accomplishments:
It could be stud welded reducing labor, downtime and heat input
The diameter would only cover 30% of the area to be protected 70% of the area would embed with material allowing it to wear on itself- THE BEST POSSIBLE WEAR PROTECTION
The results showed an increase of wear life improvement 2-3 times greater than with manual hard facing.
Features & Benefits
- 100% Cast Chromium Carbide
- Lightweight – 6.5 lbs/ft2(30.0kg/mtr2)
- 30% Pattern Coverage Creates Dead Bed
- Stud Welded Installation
- Reduced Heat Input
- Smokeless welding-no fumes
- Horizontal, vertical and overhead position capability
- Minimal distortion due to heat build-up
- 50-60 Rc Hardness – Excellent wear
- Reduces Dead Weight-increased payload
- 70% Dead Bed Wearing on itself
- Reduced downtime-Increased Productivity
- Reduces Base Metal Stress
- Safer Welding Environment
- Case Study
Dead Bed Examples




TUFFSTUDDS Models
 TUFFSTUDDS® Wear Protection System combines abrasion and impact resistance.
TUFFSTUDDS® Wear Protection System combines abrasion and impact resistance.
TUFFSTUDDS® are easily and economically applied to mining and construction equipment using a lightweight stud welding gun.
TUFFSTUDDS® should always be applied in a closely packed (ferrule to ferrule), staggered pattern to minimize “washing out” between the rows.
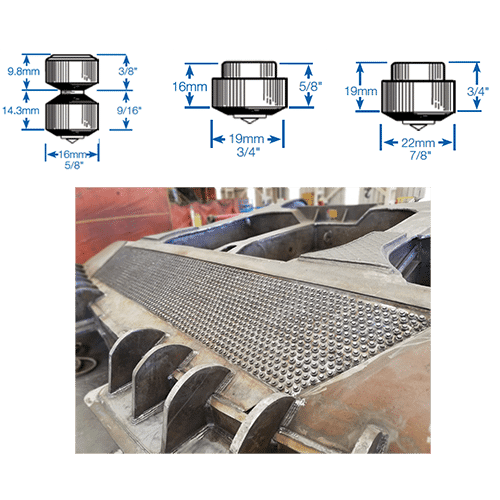
TUFFSTUDDS® are available in two alloys to suit different wear environments:
HCI or TSI grade TUFFSTUDDS® are designed for low impact, severe sliding abrasion conditions.
HCA or TSA grade TUFFSTUDDS® are designed for use in high impact conditions.
For best results on leading edges, apply as follows: Use low profile, 16 mm (5/8 in) diameter HCI or HCA TUFFSTUDDS® for the first two or three rows. Use higher profile 19 mm (3/4 in) or 22 mm (7/8 in) TSI or TSA TUFFSTUDDS® for the following rows.
Welding Equipment
The application of TuffStudds Wear Protection System is safe, reliable and easily applied using equipment designed for the stud welding process.
Our stud welding equipment package is fully featured, and will provide many years of dependable and troublefree service, whether in your facility or at the job site. It is easy to operate and maintenance costs are low.
Common Uses
- Dragline buckets and dippers -teeth, adaptors, shrouds, heel bands, drag chain
- Dozers and graders -ripper teeth, shank protectors, blades
- Bucketwheel excavators -lips, adaptors, skid plates
- Compactors, chutes, feeders
The use of TUFFSTUDDS reduces costs in many ways, including less downtime, reduced labor for maintenance and lower overall cost of component replacement.









The Process

Tuffstudds are applied using a stud welding gun with:
A transformer/rectifier with solid state weld timing and amperage control OR
A timer control unit operated with a DC power source
For field applications requiring maximum portability, motor generators can be used with these systems.
- Load a Tuffstudd and a ceramic arc shield into the stud welding gun and position on the work surface.
- Position a Tuffstudd in contact with the work surface
- Pull the trigger and…
- A pilot arc is initiated.
- Stud is lifted automatically.
- Main welding current melts a portion of the stud and the work surface.
- Within a second the Tuffstudd is plunged into the molten pool.
- The arc shield retains the molten metal in the weld area for maximum weld strength and safety.
- A metallurgical bond is developed at the weld interface.
Tuffstudds are normally applied in a staggered, close packed pattern oriented to minimize any washing-out of the base metal due to flow of material over the ork surface. High wear areas require a coverage factor of 30% provided by 140-5/8″ Tuffstudds per square foot. Low profile 5/8″ Tuffstudds are recommended for leading edges exposed to high impact shear conditions. The higher profile 3/4″ Tuffstudds are best used on areas requiring massive protection.